

Introduction
Although various gas sources can be considered as potential feed to an LNG plant, each case needs to be carefully evaluated. Gas sources can include conventional gas, biogas, coal-bed methane, shale gas, associated gas, flared gas, and pipeline gas. PolaireTech does not believe that a single solution for all feed gas cases and locations will be the correct approach. This document describes the strategy that PolaireTech follows and the options that can be considered.
The optimum gas cleaning requirement is dependent on the quality of the feed gas in terms of impurities and pressure, as well as specific site conditions, equipment available on site, and availability of process chemicals required. PolaireTech’s approach when proposing a gas clean-up concept is to consider the various aspects and propose a solution that best meets all requirements. The capital cost of the solution is of primary importance, but overall life cycle cost and potential environmental impacts also play a role.
The feed gas into liquefaction needs to conform to very specific requirements regarding methane content, as well as the presence of contaminants such as water, nitrogen, carbon dioxide, heavier hydrocarbons, mercury, siloxanes, and sulphur. Methane is the main constituent and the determinant for the heating value of the LNG. LNG is sold at a specific heating value that is made up of all the hydrocarbons present. Generally, the heating value of LNG in the market varies depending on the heavier hydrocarbon compounds present.
Gas cleaning units are available from various vendors. PolaireTech sources the complete gas cleaning train or individual modules from reputable vendors and will not design these units in-house.
Gas Clean-up
Overview
The optimum configuration does not only depend on the raw gas composition but also on the specific site conditions especially the possible destinations of the vent and regeneration gases as well as the ability to source chemicals and generate steam and cooling water for some processes.
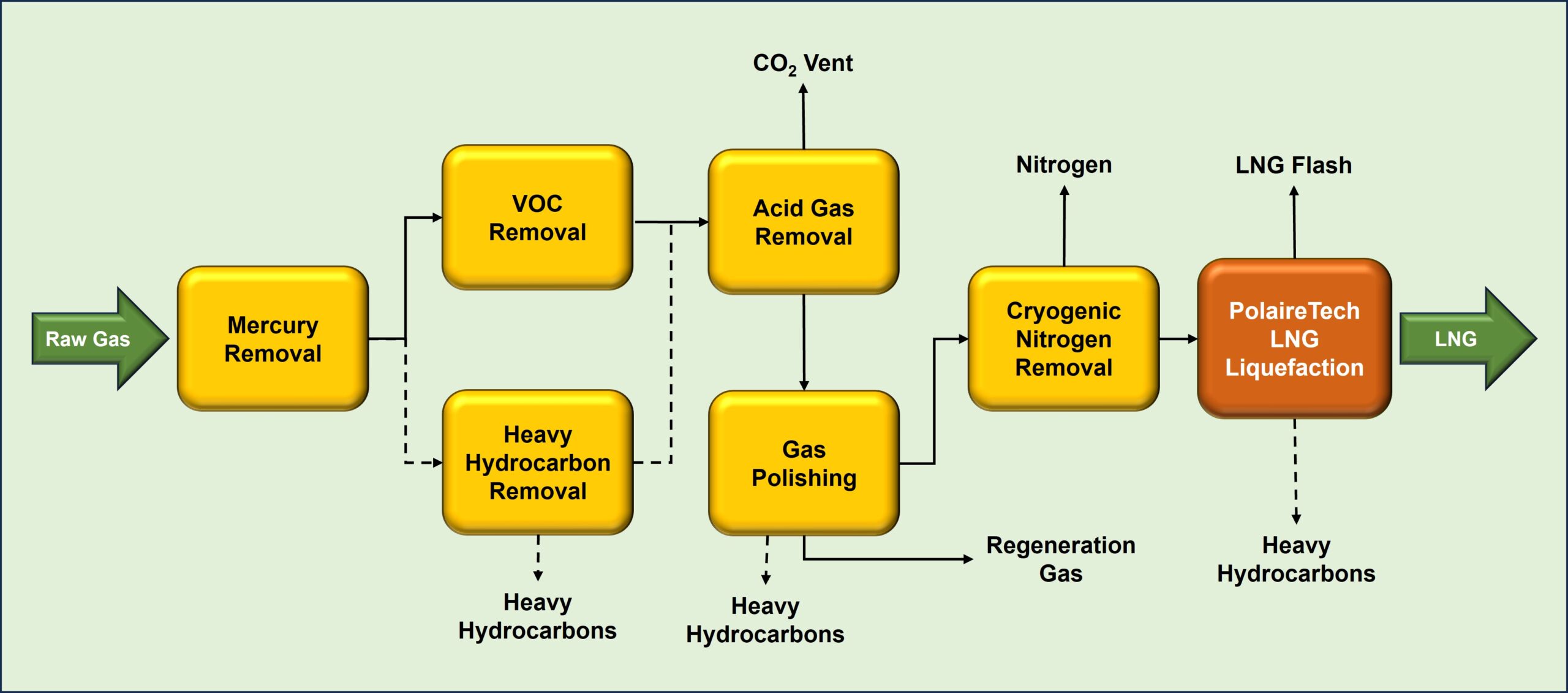
A generic gas clean-up process is illustrated in the figure. Depending on the source of the gas and the gas composition, the gas clean-up will require different process operations. Each of these steps is discussed below.
Mercury removal
Mercury is present in most natural gas streams to varying levels. The mercury content of natural gas ranges from less than detectable to 120 mg/Nm3 of gas. In cases where membranes are used for gas cleaning, the mercury needs to be removed prior to the membranes.
Either a non-regenerative or a regenerative technology can be used. In non-regenerative processes, the sorbent must be disposed of when it becomes saturated with mercury.
For regenerative technologies, the sorbent material is silver which is supported on the molecular sieves (or molsieves) used for the natural gas dehydration process. Mercury reacts with silver to form an amalgam. During the regeneration of the molsieves, mercury is transferred to the regeneration gas; it can be removed by condensation and recovered as a separate liquid mercury stream.
The primary reason for removing mercury from natural gas is to protect downstream aluminium heat exchangers, such as those used in cryogenic heavy hydrocarbon recovery plants and in natural gas liquefaction plants. Most operators want to remove “all” mercury, i.e., remove it to a level where it cannot be detected with the available analytical capability. Currently, this means reducing the mercury to less than 0.01 mg/Nm3, which corresponds to about 1 ppt by volume.
VOC & Siloxane removal
Volatile organic compounds (VOCs) are chemical compounds (mostly gases) that are released from various organic and inorganic materials. These chemical compounds can also be associated with newly formed biogas.
VOCs are found in several substances, both in natural and manufactured sources, and include acetic acid, acetone, butanal, ethanol, carbon disulfide, formaldehyde, and methylene chloride. Biogas may contain compounds such as terpenes and siloxanes not normally found in fossil-sourced natural gas. Siloxanes can be very harmful to exhaust catalysts and exhaust gas oxygen sensors used in NG vehicles.
The use of activated carbon filters to remove volatile organic compounds from biogas has become standard industry practice. Efficient filtration technology can be used to remove VOCs at various stages of biogas synthesis and optimization. Gas separation is achieved by using the adsorptive properties of carbon within the filter units.
Heavy hydrocarbon removal
Even tiny amounts of heavy hydrocarbons (propane and heavier) in feed gas can be of critical concern for stable and efficient operations. Conventional technologies for natural gas processing are often infeasible due to the low levels of heavy components. Low levels of heavy hydrocarbons can be removed by adsorption to the required levels.
Heavy hydrocarbons will start liquefying in the cold box and could damage the expander if present in the feed to the liquefaction plant. For elevated levels of heavy hydrocarbons, a feature of the PolaireTech technology is that the heavy hydrocarbons can be separated out in a knock-out vessel and recovered as a separate product.
Acid gas removal
Acid gases like hydrogen sulphide and carbon dioxide (H2S and CO2) freeze out in the liquefaction loop causing blockages and needs to be removed to below the freezing concentration. Sulphur compounds are removed to levels required by the eventual consumer of the gas.
An acid gas removal unit needs to be added in case the CO2 content in the feed gas is higher than ~1%. CO2 can be removed either by amine washing or by membrane separation.
An amine unit consists of an absorption tower followed by a regenerator from where the CO2 is discharged. The advantage of installing an amine unit is that the vent gas from the unit contains around 0.2% methane only and can be vented directly. Steam is required for the regenerator reboiler at around 400 kg/h for a 60 ktpa unit.
A membrane unit does not require any additional utilities or chemicals and is considered more suitable for remote locations. The disadvantage as compared to the amine unit is that the permeate final vent stream still contains some methane and cannot be vented directly. The permeate will contain roughly 16% methane (valid for methane containing CO2 up to around 15%). This roughly translates to around 3.5% of the feed methane.
Gas Polishing
Gas polishing is required as a final step to achieve the desired CO2 and water content. Polishing is achieved through a Temperature Swing Absorption (TSA) system utilising a zeolite bed molecular sieve. A molecular sieve is a material with pores of uniform size. These pore diameters are similar in size to small molecules, and thus large molecules cannot enter or be adsorbed, while smaller molecules can. In the LNG industry, the CO2 content of the gas must be less than 50 ppm and the water content must be below 1 ppm to prevent blockages caused by ice or methane hydrate.
A TSA system on its own is considered applicable for gas containing up to 1% maximum CO2. This is probably applicable only in cases where already cleaned natural gas is withdrawn from a pipeline. In this setup all the CO2, moisture, and excess nitrogen in the feed exit the system via the regeneration stream.
Regeneration gas is a term used in the oil, gas, chemical, and petrochemical industries. It refers to the gas used to regenerate or dry the sorbent in molecular sieve beds or other desiccant style drying systems. Regeneration gas is expected to be around 5% of the feed to the TSA unit.
If the regeneration gas requirement is too high to be accommodated it may be required to revert to one of the alternative gas purification schemes described later or consider using nitrogen as the make-up regeneration gas rather than methane.
Nitrogen removal
A high nitrogen content in the feed gas is normally associated with gas from gas fields with high nitrogen (e.g., coal-bed methane). Nitrogen is an inert gas and lowers the heating value of the LNG.
More importantly, nitrogen has a higher vapour pressure than methane and if the nitrogen content of the LNG is too high, it can cause roll-over in large storage vessels. Roll-over occurs when the density of a liquid layer at the bottom of the tank becomes lower than the top layer. At a point the tank content inverts and as the hydrostatic pressure of the gas that now moves to the top of the tank is lower, it leads to a very large evolution of gas. This can in the worst instances cause the tank to rupture. The nitrogen content in the LNG sold commercially in large shipments is thus required to be below 1%.
A nitrogen rejection unit can be installed upstream on the liquefaction plant. Such a cryogenic unit operates at pressure and at low temperature. High purity nitrogen is also produced. Alternatively, the LNG produced can be purified downstream of the LNG unit in a nitrogen stripping column rather than just relying on a flash. This will be an in-house design.
Overall selection method
Gas cleaning does not only depend on the feed gas composition but also on the specific site conditions, especially the possible destinations of the vent and regeneration gases, as well as the ability to source chemicals and process utilities.
PolaireTech uses an algorithm that was developed in-house to determine the optimum gas cleaning process to be used for specific sources and compositions of natural gas.